
量产难道只是样品的批量复制这么简单?为什么初创公司产品量产阶段公司设计研发人员甚至需要驻厂办公?
这次我们就来说一说电子产品的量产之路,这里不谈高大上的设计理念,只谈如何在成本范围内最大化的按时、按量、按质、实现产品的设计方案。量产的过程对于产品经理来说,是一次次平衡的考量,当面对多方的条件和限制,如何选择一条合适的路径,达成量产目标。
量产是曲折坎坷的,有时候你引以为傲的产品亮点,却需要高昂的成本以及超低的良品率为代价,这个时候是坚持还是放弃?f
有时候你以为难以解决的问题,却在量产过程中被巧妙的解决了,是一次次纠结过后的坦然,让产品被生产出来。
产品经理经历过一次次的量产后,反思产品策划定义时,就能够做到更多的前瞻性,让设计图纸不至于变成不可落地的设计方案,也不至于在产品生产时完全变了样,亦或者是付出了高昂的成本后,产品的整个市场定位完全改变,上市后的产品竞争力大大减小,最终大把的资金变成了库存。
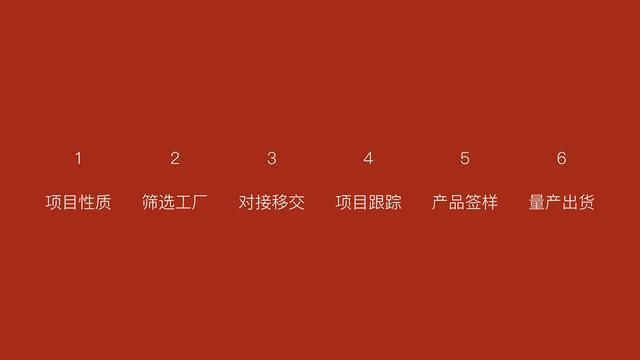
量产过程中根据不同的项目过程细节会稍有差别,我将其分为大概6个方面进行一一讲述,历数从项目性质分析到最终出货,根据项目难度,工厂的技术水平,物料周期以及工厂淡旺季不同,一般产品开发完到样品移交工厂到最终量产在3~4个月左右。
这段时间内,需要品牌方于工厂生产方进行紧密沟通,这2个方面主要内容如下:
项目性质:根据需求方的不同性质(是否具备设计研发能力)决定该量产项目的性质分类,是属于OEM还是ODM,不同性质的项目对于生产合作伙伴的要求不一。筛选工厂:这一步是最为重要的内容,可以这么打个比方,筛选工厂的过程就和相亲一样,要找到称心如意的,而且后期合作过程还需要积极配合的。筛选工厂的维度是多方面的,需要综合去考虑,不能盲目求大,也不能单求价格便宜。对接移交:不同性质的项目对接移交内容不一样,这里我们以需求方具备产品设计研发能力,产品已经做到功能样机阶段为代表案例,和大家聊一聊项目在双方沟通过程中的一些注意事项以及沟通技巧。项目跟踪:项目顺利移交之后是否就可以高枕无忧,等待产品被顺利生产出来了?当然不是,需求方需要不间断的对项目进行跟踪反馈,并对移交环节的关键问题进行督导和确认。产品签样:产品验收决定了产品量产的整体质量,产品需要做哪些方面的验收,验收的形式又是如何?又是谁来负责验收呢?量产出货:产品顺利生产完成,通过验收后,还需要注意哪些问题呢。运输,储存以及整个生产周期的回顾和总结是项目完成之后的必备工作。
一、项目性质
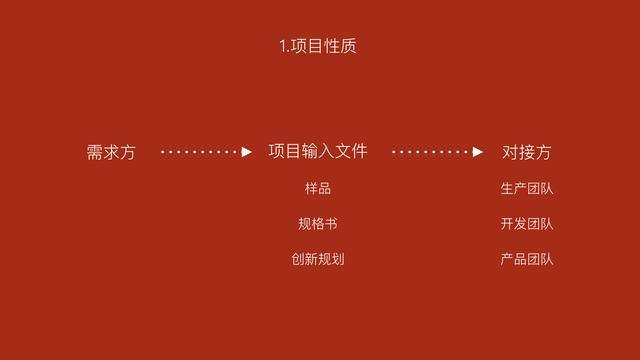
首先我们先来看下项目的性质,不同项目的性质最大的差别就是需求方是否具备设计研发能力,同时取决于设计研发能力的强弱,对于找不同的对接方有直接影响,如果是不具备设计研发能力的需求方。
那么于对接方的项目输入文件很大程度上就是样品一类,直接找到市面上的样品,告知对接方是直接修改外观copy,还是配合规格书给予一定方向的调整。
对接方我们基本分为三个层级,具备生产团队,开发团队和产品团队作为衡量,大部分产品需求方于对接方只是在开发和生产两个方面进行合作,但是也有部分厂商比如贝尔金品牌,以及一些以市场和渠道为主导的公司。对接方会根据该客户的市场方向提供一定的产品策划服务,以此来争取订单,为开发和生产引入项目,该类项目一般是品牌独家贴牌,支付模具费用的。
我们看下以下集中情况,需求方和对接方的合作模式:
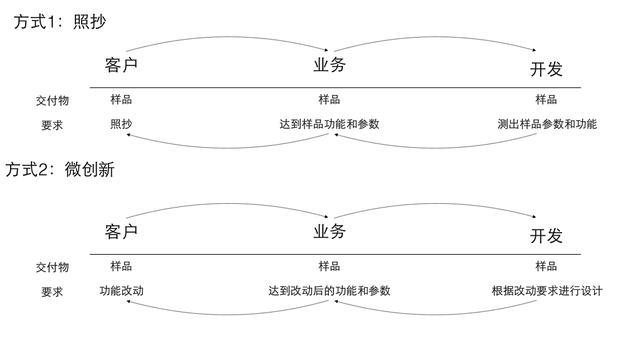
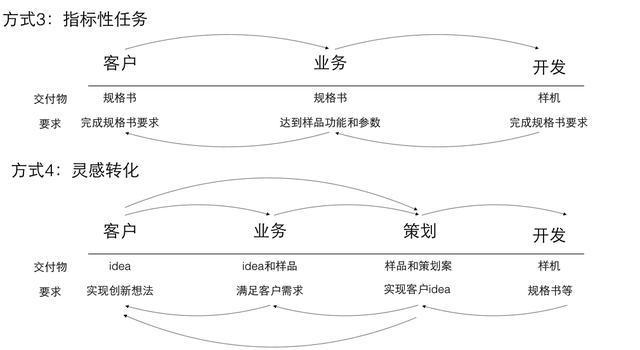
不同的合作模式对于对接方的要求是不一样的,如果是开发能力较强的需求方,在对接方的选择上就会出现两种情况:
一种是以纯生产为主的分散加工型对接方;一种是具备开发能力的集中整合型对接方。
下面一章节我们就以需求方具备较强的开发能力为前提,在选择两种不同的对接方时,应该进行哪些方面的考量进行阐述。
二、筛选工厂
筛选工厂部分乃是重中之重,就好比是和谁结婚一般,前期的考量非常重要,不然在合作过程中必然会出现很多难以预料的问题,导致合作双方非常疲惫,甚至导致产品流产。分散式对接方的意思是物料由委托方于多家对接方分别对接,最后统一由一家组装厂进行组装。集中式对接方是委托一家较为综合大型的对接方,对不同物料的来料安排进行统一处理。
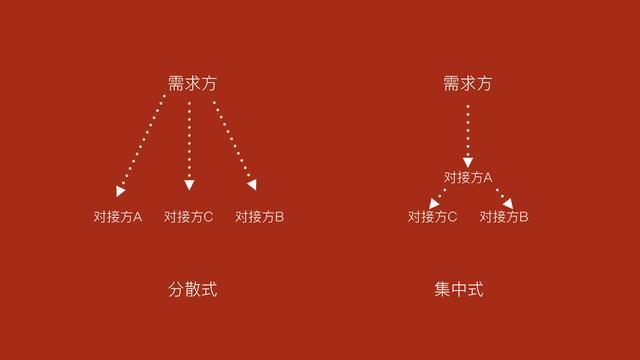
这两个不同的合作形式分别有什么利弊呢?
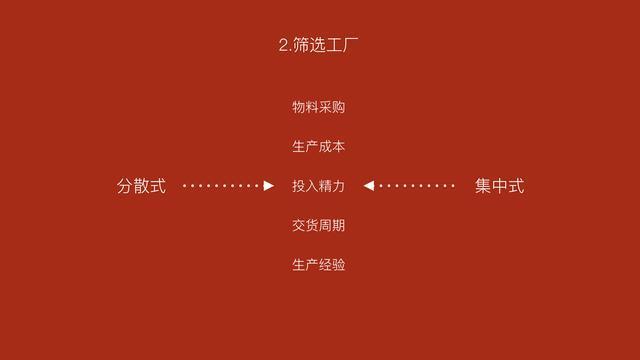
近年来刚好有主持的项目里面就有上述两种不同方案的量产对接经验,这里从5个方面对其进行一一对比解答,希望能够给予创新团队在选择工厂对接方的时候有所帮助。
这5个方面分别是:
(1)物料采购:电子产品涉及到的物料主要分为:电子物料、模具与塑料件、塑料件表面处理、金属物料、硅胶类物料,以及包装物料等,分散式对接方就需要需求方自己与选定的几家对接方进行订购。而在订购之前,则需要对不同类型的物料进行最少3家以上的报价对比,在报价之前还需要对不同物料的对接方进行不少于5家以上的接触与了解。
这样一看,分散式的合作模式,在选定对接方时,前期至少需要与不少于15家以上的对接方进行接触,并逐步排查,最终确认合作方。
集中式的合作模式,则在这一块对于委托方来说耗费的精力相对小很多。集中式合作委托给其中一家综合性对接方以后,该工厂拥有大量固定和稳定的供应商,我们将其对产品的各项指标要求通过不同的书面文件进行传达后,由该工厂通过其供应商系统进行筛选。
(2)生产成本:生产成本直接关系到品牌需求方的市场定价与利润,产品经理要做的是一款热卖的商品,所以必须对成本敏感。
两种不同的模式但从物料生产成本来说,分散式的优于集中式的,因为集中式的在物料采购时会计算两道费用:一道是管理费,采购商在物料采购的基础上会进行增加。一道是集中式的采购最后在计算工厂利润时,会将其作为一个整体进行核算。
综合起来单纯的物料和产品造价会高于分散式,但是成本的计算不应该仅仅局限于良品的物料成本,应该考量的是多方面的综合成本。如果需求方的产品对于物料要求配合少于3家,可以尝试分散式合作。
(3)投入精力:投入的精力指的是需求方的人员投入,这方面则是人员成本,分散式模式要求需求方自身必须于不同的供应商进行对接,其中涉及到不同类型的对接人员配备:外观设计师,结构于模具设计师,电子工程师以及采购人员等。
具备开发能力的需求方在集中式合作过程中,虽然也同样配备的不同模块的设计研发人员,但是相对而言,投入的精力要小得多。一方面是集中式的厂商本身具备稳定牢靠的合作伙伴,另外一方面则是集中式厂商拥有丰富的对接经验于风险把控能力,以及对于供应商而言,话语权较重。
(4)交货周期:交货周期直接影响了品牌方的上市时间,准时按质按量交货非常重要,分散式合作很大的弊端就是对于交货周期很容易失控,特别是物料种类较多的产品。多家配合的模式下,但凡有一家的物料延期,则会影响到整个生产进度,而组装厂是不会帮你会盯紧来料情况的。
除了物料周期之外,还有一点就是来料检验,集中式厂家和我们的交易物是成品,所以他们会负责来料检验与成品检验两道检查。
而分散式合作模式下,来料检验这块就需要品牌需求方进行把控了,这一块很容易出现问题。如果前期来料通过了需求方的检查,而进入到组装程序时,发现物料与物料的配合出现了问题,那么这时候就很难扯清楚是谁的责任了,包括不合格来料的及时退料。
说白了就是分散式模式下,各个厂商是毫无主动性的,基本就是等待你的指令,而且很容易出现互相推诿的情况,让你不厌其烦。
(5)生产经验:这一点对于不同的产品而言重要性不一,但是整体而言,寻找有该类产品丰富生产经验的合作方是直观重要的。这方面包括了相似产品模具制造经验,成品制造经验等,不要盲目相信一家没有生产过类似产品的厂商,能够按时按质提供你需要的物料或者成品。
生产经验的另一个好处,就是在项目对接阶段,能够发现需求方的产品设计研发上的一些问题点,这些问题点在单个样品上是很难被重视。但是进入大规模量产后,一旦爆发轻则影响交期,重则项目宣告失败。
三、对接移交
当选择好合适的合作模式后,在需求方已经做到样品阶段,则可以与合作方进行项目对接了。项目对接是一个反复的过程,与接力赛类似,双方需要有一段时间的同步,便于交接棒的交接。
那么这里,主要是通过对接会议来聊聊移交对接过程中,需要注意的地方。
对接成员:首先要明确双方的对接人员有哪些,确保项目需求以及后期变更的主要输出口和输入口,这样不至于对接过程中出现混乱,双方出现信息不对称结果。
需求方的输出组主要由以下成员组成:产品经理、id设计师、结构设计、电子工程师。对接方的输入组成员由以下成员组成:业务对接人员、项目经理、结构工程师、电子工程师、采购人员、模具工程师。
大致的对接情况如下:
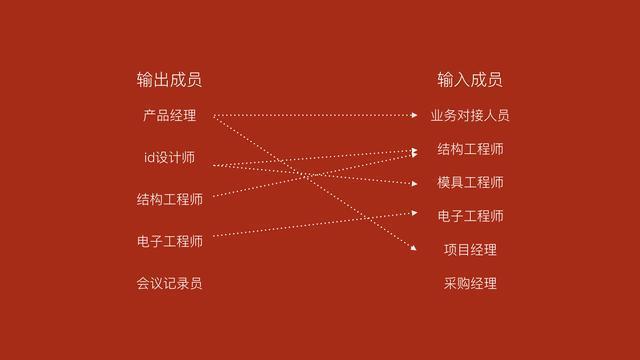
产品经理作为业务代表和产品代表(不同公司不一样,可能还有业务代表)先与输入方业务代表沟通,待输入方在内部立项之后,组织项目团队进行对接输入。两方在产品报价、成本分析、项目进度等全局性维度进行沟通。输出方id设计师和结构工程师,与输入方结构工程师与模具工程师进行外观和结构方面的技术对接,具体探讨输出方结构方案在量产过程中的可行性与风险点。并可就一些前期无法确认的问题进行当场沟通,借助输入方的生产经验得到验证。id设计师的参与是为了避免优化结构而过度损害id外观,力求在最大化尊重id设计方案的前提下实现产品顺利量产。双方电子工程师的对接主要在于产品性能方面的实现,以及电子电路设计方面的量产可行性分析。彼时还会涉及到与id设计师和结构工程师的综合讨论,得出的解决方法abc,供产品经理进行参考与选择。这时候就是我开头说的,产品经理的平衡能力以及如何说服项目组按照某一个方向进行挖掘,而这种平衡考量在产品的整个生命周期中是不间断出现的。输入方的项目经理和采购经理的作用非常巨大,输入方项目经理负责整个项目的排期,对其业务经理负责,并对其内部成员进行安排沟通,由其在内容进行产品整个的评估、研发和生产调料等事宜。采购经理则负责对输出方的产品方案,进行报价与物料周期把控。
对接物料:对接物料分为几个部分:外观设计图、CMF设计方案、结构设计方案、电子电路设计方案、物料清单、包装设计图纸。
这些基本都是产品的必备物料,前期可以将物料打包后交由产品经理统一外发给输入方业务人员,由业务人员转发至其项目团队进行审核,并作出初次报价,由此引出了一个重要对接物料便是输入方的报价单。基于此报价单,输出团队进行内部审核,如果是高于此前团队的询价,则需要作出标记,以便在会议上进行沟通。
对接会议:双方团队协商看在哪方进行项目对接会议,项目组成员均要到场参加,提前向对方发送会议邀请,明确会议地点,时间和参加人员。邮件中对双方的成员做出身份介绍,建立联系表。
会议分为几个板块内容进行:
由输出方产品经理介绍项目概况,加强输入方对其项目的重视程度。可以进行市场分析,渠道信息透露。这一点非常重要,通过产品经理的描述,让输入方清晰了解项目的光明前景,充分调动其积极性。
进入具体项目技术对接,由id设计师、结构设计师、电子工程师分别做产品的设计方案阐述,输入方人员可随时进行提问探讨,并列出初步的问题解决方案。
由输出方产品经理开始对其之前的产品报价问题进行沟通,了解其价格构成因素,并给出解决方案,是报价不准确,还是设计方案的实施代价加大,是否由替代方案,方案的成本相比较又如何,由产品经理和采购经理主持,其他参与人员进行解答。
输入方会议记录员负责整场的会议记录,包括各个模块提出的问题点和修改方案,同时在会议结束时,对不同模块的会议成员进行核对,看是否由遗漏,会后将其整理交给产品经理,由其对整个项目组进行邮件再次确认。
对接结果:通过前期准备到对接会议,对接会议一般不止一次,根据项目具体情况,可能需要多次对接。并且该会议会一直延续到产品量产出货,只是会议的规模会逐步降低,从前期的整体性沟通到后期的具体模块问题沟通,每一次会议的对接结果需要满足几个方面:明确问题、提出解决方案、解决方案的时间点、下一次对接会议时间。
每一次的会议都是对项目的不断深入,问题必然会很多,但是有效的对接会议能够将问题一一解决,这里提一个点,在项目组成立时,产品经理与团队成员对于项目的前景信息分享是不间断的,要不断强化项目重要性和市场的广大。
至此,我们将前期项目对接会议以输入方接手作为分水岭,狭义的对接对会议对于输出方来说就此告一段落。
接下来的会议发起主要由输入方进行主导,输出方进行配合。输出方开始进入项目跟踪阶段。
四、项目跟踪
项目跟踪阶段的主要工作是有输入方进行的,但是对于输出方而言也不是无所事事的等待,在项目进行过程中,品牌需求方的工作也包含的项目对接,但是整体上不以对接为主要工作内容,而是信息交流。
这一阶段需求方需要重点明确三个方面:
(1)确认模具厂:模具厂的选择对于一款产品来说至关重要,很多产品的上市周期延误都出在模具厂部分,如果是做分散式对接,由品牌输出方直接对接模具厂的话,基本上是要被扒几层皮的。当然除非团队里面有资深的结构工程师或者是模具工程师,不然不介意采用分散式方式。
言归正传,输入方在项目报价阶段会提供多家模具厂的情况以及报价清单,里面主要包含几个部分:模具穴数、模具价格以及塑料件注塑价格。
模具厂的报价地区和地区之间的差异较大,技术也差异较大,在价格之外的还需重点考虑模具厂的开模时间,行业间的标准是从接收到文件到第一次试模时间为30天,整体到量产阶段时间为45天左右。如果时间过长,要么是前期输入方与模具厂的对接工作不够细致,导致中途出现问题,影响交期。
模具厂的合作打款模式一般按照5.3.2分三个阶段进行付款,项目启动之处进行50%的款项,产品第一次试模完成后进行30%付款,大货正常出货之后的2个月内进行20%尾款支付。
选择一家合适的模具厂,除了在成本方面考虑,还需要考察模具制作工艺以及是否有类似产品的生产经验。我们就碰到过一家模具厂没有类似产品的生产经验,模具足足做了5个月时间,大大影响了项目的市场推广。
(2)确认物料交期:这里主要是指针对一些长物料交期进行确认,物料的交期是直接影响产品量产出货时间的,在确认物料清单中存在这一类长物料交期后,就需要考虑是否更换供应商或者往前更换设计方案。物料交期也是决定了一款产品的补货时间。
(3)确认里程碑节点:项目进度表交由输入方项目经理在协调内部资源后排出的产品量产时间节点,整体而言,输入方在这一块都会给内部留足时间,这是一个协商的过程。
输出方总是希望能够尽快出货,这里的权衡就需要输出方有丰富的产品生产经验,能够在整体不过分的时间排期上进行合作。
里程碑节点的确认主要有几个:T0、T1、T2和MP阶段。输入方项目经理需要给出明确细致的项目安排表,以前大家基本上使用project进行项目排期管理。针对各个里程碑节点进行逐步分析,确认该项目排期是否合理,并肯定该项目排期开始按照排期进行工作。如变更项目排期,则需要项目经理作出具体说明。
五、产品签样
到了这一阶段基本就是进行项目中后期了,在一次次的里程碑节点中会陆陆续续对一些零部件进行确认。这个阶段的核心重点就是确认产品以及给输入方签样封样,签样的执行标准一般由产品经理与具体模块负责人共同签样,产品签样每次签3个样品,双方个保存一份,同时留一份作为备用。
签样的具体内容为:该样品XXX合格、签名以及签样时间。
产品签样部分主要由以下4个部分组成:
(1)产品零部件签样:产品零部件签样主要涉及到产品的塑料件部分,包括外壳与内部结构件,这一块的签样重点在外观件部分。需要注意的是:外观件的签样除了产品的表面处理效果,还需要对其整体组装出来的效果做签样,包括产品的接缝线,合模线的细节的仔细确认。
外观件签样一般分为塑料件素模签样和表面处理签样,这一点需要产品经理和设计师敏锐的观察,重点在于表面处理的签样需要进行多角度,多光线情况下的确认。单一光线的确认很难对其进行全面的了解,涉及到透光件部分,则需要与其他部件配件观察后签样。
(2)整机性能测试:当产品进入到T0或者T1时,整机基本可以组装完成,这时候需要实验室方面出具整机测试报告,以证明该产品达到品牌方的项目需求,同时品牌输出方也需要对测试报告进行仔细阅读并与其进行沟通,最终排查问题点,满足产品所需的测试标准。
(3)整机标准认证:不同的产品以及针对的市场不一样,需要做各项认证,我们熟知的基础认证有3C、食品级认证、CE、UL等,特殊行业还需要一些安全类认证等,该类认证需要在产品立项时就需要了解。在项目进行到T1阶段时,有了试产样,便可以去开始做认证了。
同样提到认证,还需要了解不同行业对于来料的认证,这方面虽然工厂输入方采购会了解,但是以防万一,需要在项目输入时进行明确。
(4)整机签样:当产品经历了上述的材料认证,整机测试,以及国家标准认证后,便可以对其整机(包括包装)进行签样封样了,到该阶段,工厂输入方可以着手进行批量生产。
六、量产出货
到了量产出货阶段,基本上就是项目的最后收尾了,但是同样不能掉以轻心。虽说量产货品不合格需要发回工厂进行处理,但是耽误了交货时间,和客户不好交代,甚至会面临客户索赔,所以站好最后一班岗非常重要。
量产出货阶段主要由四个部分依次完成:
(1)货品检验:货品的检验一般分为抽样检验和全检,目前来说,针对大批次货品,抽验是常用的方式,货品抽验由谁进行把关?
一般来说,需要有品牌方的项目组核心成员组成抽验小组,对货品进行检验,尽量避免单一个人的检验,因为以前有工厂输入方会对其进行公关,放松了货品的检验标准,最后导致消费者退货投诉率增大。
还有一种方式是部分国外品牌方会委托第三方进行货品检验,同样的需要设计避免被公关的策略。
(2)批量出货:通过货品检验之后,就可以安排出货了,同样在这一阶段需要一些明确的文件,比如:货品的出库单是需要跟随货品一起运送,到达指定交货地点后,交由收货人对其货品数量进行清点,并填写出库单,交由双方保存。
(3)运输:货品出库的运输步骤一般来说很少会出现问题,除非是出现不可抗力,但是在这一阶段还是有一些细节需要明确,比如说:货物装卸时,托板是否跟随货品一起出库,因为这会直接影响到货物接收方在卸货时候的难度,虽然不是什么大事,但是也会造成一些不必要的麻烦。
同样,货品运输是由品牌输出方安排还是工程输入方安排,都需要进行明确。
(4)储存:货物到达指定仓库后,货品的安放储存就是最后一道关卡了,一般合作的仓库都会对其进行合理存放,但是有些特殊的商品,比如:不能倾倒,防潮要求,不能重压一类,就需要在于仓库的前期沟通中特别明确,至此产品安全运送至仓库。
提醒一点,如产品在仓库中国存放时间较长,则需要品牌方,不定期对其进行抽样检查,看下是否出现问题货物。
总结
通过以上的步骤,基本上阐述了产品从设计方案到最后量产完成的情况。
依然是那句老话,具体情况具体分析,较为简单的产品,在这一流程中可能会跑的比较顺利,不管什么类型的产品,最最重要的是在前期评估的时候一定要多加考量,一旦进入了量产这条高速路,想要掉头就需要付出较大的代价了。
最后也祝愿所有的产品人,都能够顺利的将其产品走到量产阶段。